
Ultrasion Debuts Micro Molding Process
Barcelona-based Ultrasion has developed a micro-molding process, based on the use of ultrasonics as the agent of polymer melting.
The process, which uses no barrel or screw, is designed specifically for the manufacture of small and precise plastic parts.
Ultrasonic waves are used to melt plastic granules that are fed direct to the mold, and are melted in milliseconds once contacted by an ultrasonic horn encapsulated in the Sonorus IG.
Enric Sirera, sales director at Ultrasion says: “Ultrasound molding technology is extremely precise, uses no heaters, and the process means there is no material residence time, and no material degradation. In addition, as the energy needed in the process is only at the point when the ultrasonic horn contacts the raw material to induce melt, it uses upwards of 90% less energy than a traditional micro injection technology.”
He adds that material wastage, a massive issue in precision and micro molding applications, where in some instances upwards of 99% of material processed will be scrapped, is also reduced dramatically. “In the Ultrasion process, only the material required is dosed, and so runner and sprue wastage are all but eliminated.”
The nature of the ultrasonic molding process is such that material melt characteristics are very different from those produced in injection molding machines. The application of high intensity mechanical vibration that transmits energy directly into the polymer molecular structure results in an extremely fast and efficient melting process “inside out” rather than “outside in” which is how melting occurs in injection molding via the electric heater bands. In addition, the new sprue concept in the Ultrasion technology means that it behaves as an energy director, orientating the waves in the flow direction meaning that molten material and waves travel together towards the mold cavities, which induces extremely low viscosity (almost as low as water) in the melted plastic.
All materials from standard polypropylene to high density polyethylene, can be processed in the Sonorus 1G machine, which has been designed specifically to accommodate shot weights from 0.05 g to 2.5 g.
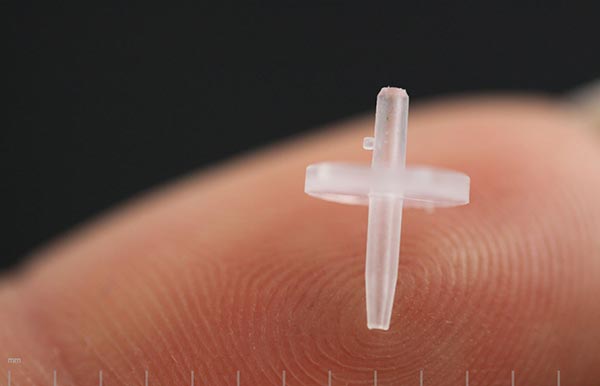
In all materials, the reduced viscosity allows for the attainment of especially long parts or parts with extremely thin walls. The machine can easily mold 15 mm long parts with wall thicknesses of 0.075 mm, and achievable tolerances are in the region of 0.01 mm.
Sirera says: “The results achieved by some OEMs using the Ultrasion technology show the versatility of the machine and the precision achievable.” He cites a healthcare project for a medical device using coloured polypropylene in which a tissue management application required a particularly difficult to manufacture tip. “By using the Ultrasion technology, this OEM managed to produce a tip that was 43 mm long, weighed 0.22 g, with wall thicknesses of 0.075 mm, with an outside diameter of 0.35 mm and an inside diameter of 0.2 mm,” he says.